🔷 هواساز و سیستم تصفیه هوای سالن تولید فویل:
بطور میانگین در هوای معمولی ذرات گرد و غبار و آلاینده هایی وجود دارد که قطری بینی 1 تا 100 میکرون دارند. ذرات بالای 50 میکرون می توانند محدودیت دید ایجاد کنند و باعث آسیب به چشم و گوش و سیستم تنفسی انسان شوند. ذرات آلاینده با قطر کمتر از 7 میکرون خطرات بیشتری دارند زیرا به شدت تمایل به رسوب در عمق کیسه های هوایی ریه انسان دارند. در سالن نورد فویل کارخانه آلومینیوم امیدالبرز با دو هدف سیستم پیشرفته تصفیه هوا و هواساز نصب و تعبیه شده است:
اول: حفظ محیط زیست و پاکسازی هوای خروجی و ایمنی و سلامت نیروهای انسانی.
هوای خروجی از کارخانه و همچنین هوای داخلی سالن های تولید از بخارات روغن و سایر آلاینده ها کاملا پاکسازی می گردد.
دوم: کنترل کیفیت محصولات تولیدی
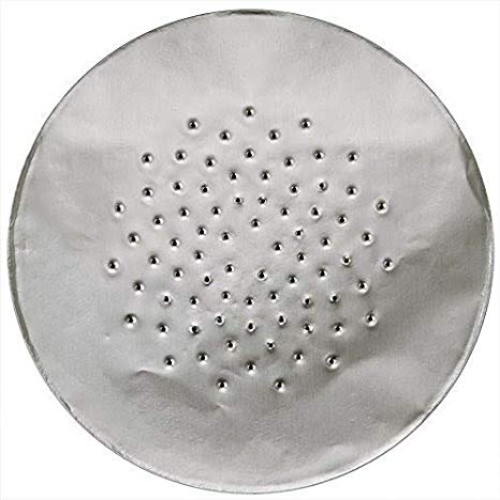
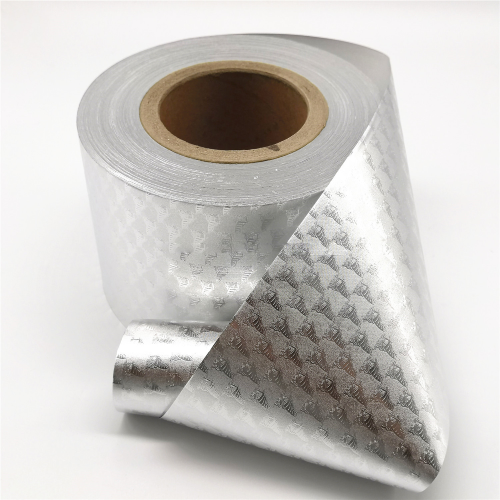
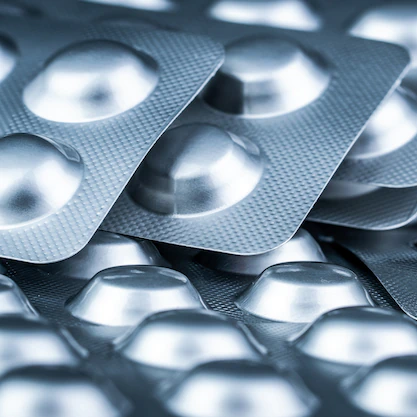
با توجه به اینکه این کارخانه نازک ترین فویل ایران را تولید می کند و تنها تولید کننده فویل های با ضخامت بین 5 تا 10 میکرون در ایران است. لذا برای کنترل کیفیت فویل به خصوص فویل های با ضخامت کمتر از 10 میکرون از نظر شکل ظاهری، تعداد پین هول(سوراخ های بسیار ریز)، استانداردهای دارویی و بهداشتی و غذایی، لازم است تعداد و اندازه ذرات آلاینده در هوای سالن تولید کاملا کنترل گردد.
برای این دو هدف دو دستگاه هواساز پیشرفته دارای سیستم تصفیه هوا نصب شده است. یکی از این دستگاه ها هوای داخل سالن را مکش می کند و فشار منفی در سالن ایجاد می کند. دستگاه دومی هوای تصفیه شده را با فشار به داخل سالن می دمد. برآیند فشار هوای مکیده شده و دمیده شده در سالن مقدار مثبت کوچکی است. این فشار مثبت از هوای تصفیه شده اولا تنفس را راحت تر می کند. ثانیا هوای تصفیه نشده و دارای ذرات غبار خارج از این سالن به فضای محصور شده سالن نورد فویل مکیده نشود.

")
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}